公司名称:天津市东丽区德润宏建材销售中心
 供应179度低温铜铝焊丝M51使用方法
供应179度低温铜铝焊丝M51使用方法 发布时间:04月22日
详细说明
179度低温铜铝焊丝WEWELDINGM51
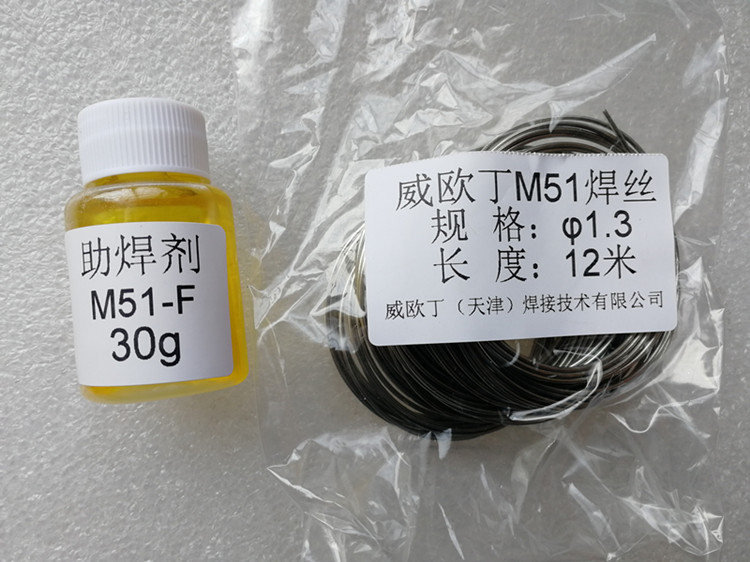
WEWELDINGM51低温铜铝焊丝(焊丝是实心)现货规格有1.3mm和2.3mm,助焊剂M51-F规格为30克装和300克装。
使用金属范畴:低温铝焊丝WEWELDINGM51配合WEWELDINGM51-F助焊剂解决铜,铝,锌,铅,金,银,铂等金属或者这几类金属之间的异种金属焊接
焊接原理:
1)加热被焊母材。为了达到两种金属连接的更好效果,两种金属同时加热,但是以加热铜线为主,切忌温度不要烧高了,因为材料的熔点和焊剂的熔点才200来度,如果温度烧高了,焊剂加上去就会发黑。
2)破除金属张力。在 M51-F(简称威欧丁51-F)铜铝焊剂的作用下破除金属表面的金属张力,此过程可以有两种方法,一种可以先在母材焊接处抹上少许 M51-F铜铝焊剂,用6孔焊炬加热母材<注意此时千万不要用火烧到M51-F铜铝焊剂,主要靠热传导使 M51-F铜铝焊剂剧烈沸腾>直至 M51-F焊剂剧烈沸腾就可以下M51铜铝焊丝;另外一种可以先不在母材焊接处抹焊剂,可以直接加热,然后用 M51铜铝焊丝沾着M51-F焊剂下铜铝焊丝于焊接处。
3)表面温度如果够的话,会成型一条非常亮白的焊缝,自然缓冷,用温水清洗表面的残留 M51-F焊剂
操作注意事项细节描述
1.使用电烙铁(此处电烙铁选择马蹄形电烙铁,不要选哪种针尖型的电烙铁)加热焊接时,需要提前把电烙铁静置一会,然后用电烙铁给工件预热,此处母体温度不是电烙铁的温度,而是被焊工件的温度,有些烙铁头加热不起来温度,可以看看工件大小或者烙铁功率大小或者烙铁头氧化太厉害(请抛开传统的锡焊操作手法)
2.火焰小喷枪焊接时,若沾上助焊剂的焊丝接触工件不熔化,表明温度不够,得继续加热若焊丝熔化助焊剂剧烈沸腾变黄说明温度够了,焊枪继续在局部周围加热,避免移开火焰导致工件散热温度不够,若焊丝熔化助焊剂剧烈沸腾变黑,说明温度烧高了。火焰焊枪预热前可以稍微大点火,等温度上来后调小火,然后用沾上助焊剂的焊丝慢慢感受工件的温度,只要掌握焊丝的正确成型效果,方可在产品上试验焊接,这对没有接触过焊接或者不会操作的焊接同仁们有很大的帮助
WEWELDINGM51低温铜铝焊丝(焊丝是实心)现货规格有1.3mm和2.3mm,助焊剂M51-F规格为30克装和300克装。
使用金属范畴:低温铝焊丝WEWELDINGM51配合WEWELDINGM51-F助焊剂解决铜,铝,锌,铅,金,银,铂等金属或者这几类金属之间的异种金属焊接
焊接原理:
1)加热被焊母材。为了达到两种金属连接的更好效果,两种金属同时加热,但是以加热铜线为主,切忌温度不要烧高了,因为材料的熔点和焊剂的熔点才200来度,如果温度烧高了,焊剂加上去就会发黑。
2)破除金属张力。在 M51-F(简称威欧丁51-F)铜铝焊剂的作用下破除金属表面的金属张力,此过程可以有两种方法,一种可以先在母材焊接处抹上少许 M51-F铜铝焊剂,用6孔焊炬加热母材<注意此时千万不要用火烧到M51-F铜铝焊剂,主要靠热传导使 M51-F铜铝焊剂剧烈沸腾>直至 M51-F焊剂剧烈沸腾就可以下M51铜铝焊丝;另外一种可以先不在母材焊接处抹焊剂,可以直接加热,然后用 M51铜铝焊丝沾着M51-F焊剂下铜铝焊丝于焊接处。
3)表面温度如果够的话,会成型一条非常亮白的焊缝,自然缓冷,用温水清洗表面的残留 M51-F焊剂
操作注意事项细节描述
1.使用电烙铁(此处电烙铁选择马蹄形电烙铁,不要选哪种针尖型的电烙铁)加热焊接时,需要提前把电烙铁静置一会,然后用电烙铁给工件预热,此处母体温度不是电烙铁的温度,而是被焊工件的温度,有些烙铁头加热不起来温度,可以看看工件大小或者烙铁功率大小或者烙铁头氧化太厉害(请抛开传统的锡焊操作手法)
2.火焰小喷枪焊接时,若沾上助焊剂的焊丝接触工件不熔化,表明温度不够,得继续加热若焊丝熔化助焊剂剧烈沸腾变黄说明温度够了,焊枪继续在局部周围加热,避免移开火焰导致工件散热温度不够,若焊丝熔化助焊剂剧烈沸腾变黑,说明温度烧高了。火焰焊枪预热前可以稍微大点火,等温度上来后调小火,然后用沾上助焊剂的焊丝慢慢感受工件的温度,只要掌握焊丝的正确成型效果,方可在产品上试验焊接,这对没有接触过焊接或者不会操作的焊接同仁们有很大的帮助
公司商业信息
供应进口BROCO水下切割条切割棒供应进口镁合金焊丝WEWELDING33M
供应发动机缸体柴油机机体专用WEWELDING777铸铁焊条使用工艺
供应WEWELDING53低温铝焊丝实心焊条
供应威欧丁204紫铜氩弧焊丝无氧铜焊丝
供应如何辨别真假WE777WE600焊条
供应威欧丁WEWELDING701铸铁焊条使用工艺
供应生铝压铸铝专用WEWELDING555铝合金电焊条
供应低温不锈钢焊丝焊剂WEWELDING88C套装使用工艺
供应氧气乙炔专用铜与不锈钢焊接钎料WEWELDING46使用工艺
供应BROCO水下割炬美国原装进口BR-22防水割把销子切割
供应进口BROCO水下焊条
供应179度低温铜铝焊丝M51使用方法
供应BROCO水下焊接设备BR21湿式焊把
供应开坡口焊条WEWELDING100开槽焊条简介及使用方法
供应WEWELDINGQ303低温铝焊丝
供应美国BROCO BR-20原装进口自耗式专用电焊钳
供应氩弧焊专用威欧丁204S黄铜氩弧焊丝
供应液压油缸挖机大臂铸钢专用合金钢焊条WEWELDING600氩弧焊丝
供应WEWELDING666合金钢焊条使用工艺
天津市东丽区德润宏建材销售中心
联系人:吴先生 先生 (经理)
电 话:022-28196887
传 真:022-24868764
手 机:17627891983
地 址:中国天津东丽区跃进路东南孙庄地铁口前行400米锦宇实业院内
邮 编:300240
网 址:http://szdrhxie.qy6.com.cn(