公司名称:浙江纯化水设备制造有限公司
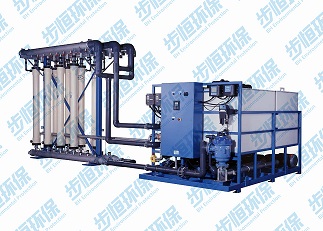 切削液污水处理设备
切削液污水处理设备 发布时间:2023年07月31日
详细说明
切削液水处理设备概述
车间设备养护时更换切削液,其主要成份脂类、乳化油、表面活性剂、消泡剂等致使切削废液的石油类值极高,可达几万mg/L。同时废液由于缺氧而使厌氧菌得到迅速繁殖,产生极为难闻的臭味,因污水处理站一期工程无法去除以上物质,如将其排入其他含油污水混合处理需要大大增加投资额,因此,必须对切削废液进行预处理,使污染物去除90%后再排入污水处理站与其他污水混合处理,减轻污水处理站处理负荷,节省一次性投资。
切削液水处理设备的工艺
对于含油废水,由于污水中含有一定的乳化油,因此采用除油效果*佳的涡凹气浮工艺。涡凹气浮工艺是采用自吸旋流气浮装置,主要由气浮槽净水机组成,配以刮渣机和出渣机等辅助设备。采用长方形槽作为气浮池,槽内分为4个区:曝气区、气浮区、浮物排入区及出水口。当废水进入装有CAF250气浮机的曝气区,位于水下的叶轮和旋流器由转轴联接电动机而转动,旋流器开有进水槽,在曝气区由于水的旋转,产生负压,由转轴吸气口自动吸入空气,空气与水形成气、水乳浊液,沿叶轮通道向外运动,速度加快,负压增长,空气在水中溶解度加大,当气水脱离叶轮通道经过气浮区,压力突然下降,溶解的空气立即释放出微小的气泡,并捕获与絮凝剂聚合氯化铝、阳离子聚丙烯酰胺起反应的水中污染物,形成浮渣上升到水面被刮渣机刮进螺旋运泥机除去。为了节约能源,充分利用水资源,对处理后达标废水,通过高效流砂过滤器过滤和二氧化氯消毒杀菌,把部分废水回收利用。各车间切削废液通过专门的管道收集于切削废液池,为防止切削废液发臭,定期往切削废液池中加入消毒剂。切削废液池中的切削废液达到一定量时,用泵自动提升至切削废液处理池,投加破乳剂,经电解氧化、破乳沉淀处理,达到预定处理目标(石油类500mg/L)后,废液排入污水处理站一期工程的除油沉淀池,与厂区原有污水混合等待进一步的处理。沉渣送至污泥干化池。厂区生产污水经格栅井除去漂浮物等杂质后,进入除油沉淀池初步除油处理后汇入污水调节池等待进一步的处理。
切削液水处理设备的排水标准
当污水调节池的污水到达一定水位后,用提升泵把污水提升至CAF涡凹气浮装置经加药、絮凝、气浮、收集即可达到絮液分离,悬浮物去除率达到90%以上,石油类去除率达80%以上,COD可通过调节投加药剂量来控制达到《污水综合排放标准》中的一级排放标准。由于含油综合废水的流量极不稳定,为保持整个工程设备运行的连续性,选用两台标定处理能力为250m3/h的涡凹气浮装置。
车间设备养护时更换切削液,其主要成份脂类、乳化油、表面活性剂、消泡剂等致使切削废液的石油类值极高,可达几万mg/L。同时废液由于缺氧而使厌氧菌得到迅速繁殖,产生极为难闻的臭味,因污水处理站一期工程无法去除以上物质,如将其排入其他含油污水混合处理需要大大增加投资额,因此,必须对切削废液进行预处理,使污染物去除90%后再排入污水处理站与其他污水混合处理,减轻污水处理站处理负荷,节省一次性投资。
切削液水处理设备的工艺
对于含油废水,由于污水中含有一定的乳化油,因此采用除油效果*佳的涡凹气浮工艺。涡凹气浮工艺是采用自吸旋流气浮装置,主要由气浮槽净水机组成,配以刮渣机和出渣机等辅助设备。采用长方形槽作为气浮池,槽内分为4个区:曝气区、气浮区、浮物排入区及出水口。当废水进入装有CAF250气浮机的曝气区,位于水下的叶轮和旋流器由转轴联接电动机而转动,旋流器开有进水槽,在曝气区由于水的旋转,产生负压,由转轴吸气口自动吸入空气,空气与水形成气、水乳浊液,沿叶轮通道向外运动,速度加快,负压增长,空气在水中溶解度加大,当气水脱离叶轮通道经过气浮区,压力突然下降,溶解的空气立即释放出微小的气泡,并捕获与絮凝剂聚合氯化铝、阳离子聚丙烯酰胺起反应的水中污染物,形成浮渣上升到水面被刮渣机刮进螺旋运泥机除去。为了节约能源,充分利用水资源,对处理后达标废水,通过高效流砂过滤器过滤和二氧化氯消毒杀菌,把部分废水回收利用。各车间切削废液通过专门的管道收集于切削废液池,为防止切削废液发臭,定期往切削废液池中加入消毒剂。切削废液池中的切削废液达到一定量时,用泵自动提升至切削废液处理池,投加破乳剂,经电解氧化、破乳沉淀处理,达到预定处理目标(石油类500mg/L)后,废液排入污水处理站一期工程的除油沉淀池,与厂区原有污水混合等待进一步的处理。沉渣送至污泥干化池。厂区生产污水经格栅井除去漂浮物等杂质后,进入除油沉淀池初步除油处理后汇入污水调节池等待进一步的处理。
切削液水处理设备的排水标准
当污水调节池的污水到达一定水位后,用提升泵把污水提升至CAF涡凹气浮装置经加药、絮凝、气浮、收集即可达到絮液分离,悬浮物去除率达到90%以上,石油类去除率达80%以上,COD可通过调节投加药剂量来控制达到《污水综合排放标准》中的一级排放标准。由于含油综合废水的流量极不稳定,为保持整个工程设备运行的连续性,选用两台标定处理能力为250m3/h的涡凹气浮装置。
浙江纯化水设备制造有限公司
联系人:程先生 先生 (经理)
电 话:158-21512665
传 真:
手 机:15821512665
地 址:中国上海奉贤区金齐路868号
邮 编:210810
网 址:http://huiy021.qy6.com.cn(