公司名称:东光县汇科焊接设备厂
 缝焊机报价
缝焊机报价 发布时间:2015年11月11日
详细说明
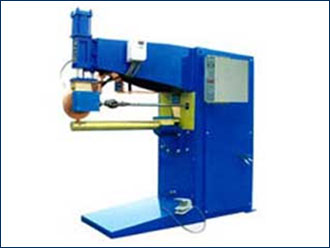
缝焊机缝焊的接头形式、搭边宽度与点焊类似(压平缝焊与垫箔对接缝焊的接头例外)。滚盘不像点焊电极那样可以做成特殊形状,因此实际缝焊机结构时,必须注意滚盘的可达性。当焊接小曲率半径工件时,内侧滚盘半径的减小受到一定限制,必然会造成熔核向外侧偏移,甚至使内侧板件未焊透,为此应避免设计曲率半径过小的工件。如果在一个工件上既有平直部分,又有曲率半径很小的部分,如摩托车油箱,为了防止小曲率半径出的焊缝未焊透,可以在焊接到此部位时,增大焊接电流。另外,滚盘直径不同或板件弯曲均可造成熔核偏移,设计时尽量避免。缝焊机经过清理的工件要在夹具内装配起来,或先用夹子夹住,然后进行定位焊接。定位焊点间距约为75~150mm。工件越厚、越硬,这一距离就越大。工件的定位焊应该从焊缝的中点开始向两端进行,而圆筒工件的环缝在缝焊机缝焊前应对称定位。由于加热不均匀,在定位焊时边缘可能发生扭曲,所以在定位焊过程中必须注意保持搭接边缘的正确配合,定位焊点应布置在焊缝的中心线上,压坑不能太深,以免影响缝焊机缝焊的质量。缝焊机缝焊实质就是点焊机点焊的另一种形式,在缝焊时形成连续焊缝的各个焊点彼此不分地相互交叠。由于相邻焊点分布的很近,虽然紧邻焊接处的热金属电阻率较高,电流的分流仍然是很大的,要得到优质、紧固致密的焊缝,就必须保证缝焊参数尽可能稳定。
汇科焊接设备
手机:13393376226 15632724508
电话:0317-7761465
传真:0317-7761465
邮编:061600
联系人:王经理
地址:河北省沧州市东光县南霞口镇王交工业区
汇科焊接设备
手机:13393376226 15632724508
电话:0317-7761465
传真:0317-7761465
邮编:061600
联系人:王经理
地址:河北省沧州市东光县南霞口镇王交工业区
东光县汇科焊接设备厂
联系人:王经理 先生 (经理)
电 话:0317-7761465
传 真:0317-7761465
手 机:13393376226
地 址:中国河北东光县河北省沧州市东光县南霞口镇王交工业区
邮 编:061600
网 址:http://kchjsb2003.qy6.com.cn(