公司名称:深圳市迅思科技有限公司
 铝合金及锌合金模具加工制作 迅思铝合金压铸加工
铝合金及锌合金模具加工制作 迅思铝合金压铸加工 发布时间:2020年12月03日
详细说明
      我司专业承做铝合金压铸模具,锌合金压铸模具,模具生产厂家,铝合金压铸件,锌合金压铸件,设计,制作,加工,成型一体化。
       定制开模生产服务流程:
       1.客户提供开模图纸或样品,免费设计,按客户要求免费修改图纸。
       2.开模技术评审,并提供评审报告。
       3.确认图纸或样品,并提供完整报价。
       4.客户确认后,模具协议生产,并提供模具生产进度表。(20-25个工作日模具完成试样)
       5.样品确认期间,可免费按客户需求修改。
       6.大货生产(15个工作日交货)
       服务*一,品质*一,价格实惠*一,深圳市迅思科技有限公司,竭诚欢迎您的来厂参观指导,来电洽谈咨询,您的满意是我们一贯的追求!
为了提高模具的使用性能,很多厂商都会对其模具进行适当加工,模具加工指的是成型和制坯工具的加工,此外还包括剪切模和模切模具,但是在很多情况下,模具加工完也会体现出加工的缺陷,导致模具性能下降,那如何建设模具加工缺陷呢?其以下七大措施可建设模具加工缺陷。
1、合理选择和修整砂轮,采用白刚玉的砂轮较好,它的性能硬而脆,且易产生新的切削刃,因此切削力小,磨削热较小,在粒度上使用中等粒度,如46~60目较好,在砂轮硬度上采用中软和软(ZR1、ZR2和R1、R2),即粗粒度、低硬度的砂轮,自励性好可降低切削热。精磨时选择适当的砂轮十分重要,针对模具钢材的高钒高钼状况,选用GD单晶刚玉砂轮比较适合,当加工硬质合金、淬火硬度高的材料时,优先采用有机粘结剂的金刚石砂轮,有机粘结剂砂轮自磨性好,磨出的工件粗糙度可达Ra0.2μm,近年来,随着新材料的应用,CBN(立方氮化硼)砂轮显示出十分好的加工效果,在数控成型磨床、坐标磨床、CNC内外圆磨床上精加工,效果优于其它种类砂轮。在磨削加工中,要注意及时修整砂轮,保持砂轮的锐利,当砂轮钝化后,会在工件表面滑擦、挤压,造成工件表面烧伤,强度降低。
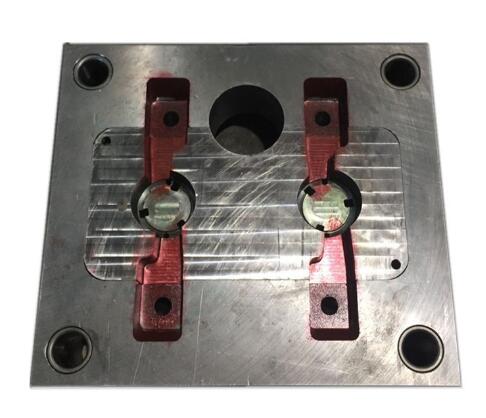
铝合金及锌合金模具加工
2、合理使用冷却润滑液,发挥冷却、洗涤、润滑的三大作用,保持冷却润滑清洁,从而控制磨削热在允许范围内,以防止工件热变形。改善磨削时的冷却条件,如采用浸油砂轮或内冷却砂轮等措施。将切削液引入砂轮的中心,切削液可直接进入磨削区,发挥有
       定制开模生产服务流程:
       1.客户提供开模图纸或样品,免费设计,按客户要求免费修改图纸。
       2.开模技术评审,并提供评审报告。
       3.确认图纸或样品,并提供完整报价。
       4.客户确认后,模具协议生产,并提供模具生产进度表。(20-25个工作日模具完成试样)
       5.样品确认期间,可免费按客户需求修改。
       6.大货生产(15个工作日交货)
       服务*一,品质*一,价格实惠*一,深圳市迅思科技有限公司,竭诚欢迎您的来厂参观指导,来电洽谈咨询,您的满意是我们一贯的追求!
为了提高模具的使用性能,很多厂商都会对其模具进行适当加工,模具加工指的是成型和制坯工具的加工,此外还包括剪切模和模切模具,但是在很多情况下,模具加工完也会体现出加工的缺陷,导致模具性能下降,那如何建设模具加工缺陷呢?其以下七大措施可建设模具加工缺陷。
1、合理选择和修整砂轮,采用白刚玉的砂轮较好,它的性能硬而脆,且易产生新的切削刃,因此切削力小,磨削热较小,在粒度上使用中等粒度,如46~60目较好,在砂轮硬度上采用中软和软(ZR1、ZR2和R1、R2),即粗粒度、低硬度的砂轮,自励性好可降低切削热。精磨时选择适当的砂轮十分重要,针对模具钢材的高钒高钼状况,选用GD单晶刚玉砂轮比较适合,当加工硬质合金、淬火硬度高的材料时,优先采用有机粘结剂的金刚石砂轮,有机粘结剂砂轮自磨性好,磨出的工件粗糙度可达Ra0.2μm,近年来,随着新材料的应用,CBN(立方氮化硼)砂轮显示出十分好的加工效果,在数控成型磨床、坐标磨床、CNC内外圆磨床上精加工,效果优于其它种类砂轮。在磨削加工中,要注意及时修整砂轮,保持砂轮的锐利,当砂轮钝化后,会在工件表面滑擦、挤压,造成工件表面烧伤,强度降低。
铝合金及锌合金模具加工
2、合理使用冷却润滑液,发挥冷却、洗涤、润滑的三大作用,保持冷却润滑清洁,从而控制磨削热在允许范围内,以防止工件热变形。改善磨削时的冷却条件,如采用浸油砂轮或内冷却砂轮等措施。将切削液引入砂轮的中心,切削液可直接进入磨削区,发挥有
公司产品信息
深圳锌合金压铸件加工厂家 迅思科技供应锌合金压铸件深圳压铸模厂家 压铸模具设计 选迅思科技
铝合金压铸件 深圳迅思专业生产铝合金压铸件 锌合金压铸件
压铸件加工 压铸模制造 迅思来图定制压铸产品欢迎来电
铝合金压铸件 迅思科技供应铝合金压铸及锌合金压铸产品加工
锌合金压铸件 广东大型锌合金压铸件加工厂
压铸模生产厂家 压铸模厂家 深圳迅思压铸模加工制作来图定制
汽车冲压模具件 汽车配件铝压铸 迅思来图定制铝合金压铸件
广东压铸件加工厂家 深圳迅思来图定制压铸模及压铸件
压铸件后加工处理 锌合金压铸件表面处理 铝合金压铸件处理
锌合金无件加工 广东深圳锌合金来图加工定制厂家
东莞锌合金压铸件 深圳锌合金压铸件 迅思科技供应压铸件
铝压铸模具厂家 迅思压铸专业生产铝合金压铸及锌合金压铸
深圳铝合金压铸件 深圳五金压铸件生产加工制作厂家选迅思
压铸铝件加工 压铸模及压铸件加工 深圳迅思科技
压铸模加工制作 迅思来图压铸模制作厂家 深圳压铸模
汽车配件压铸铝 加工汽车压铸件 迅思科技
CNC加工中心 铝合金压铸CNC加工中心 迅思科技有限公司来图定制
LED灯壳表面处理喷粉 加工定制LED压铸件选迅思压铸
压铸模具厂 深圳五金模具压铸定制厂家选迅思科技
深圳市迅思科技有限公司
联系人:冯经理 先生 (总监)
电 话:0755-23413125
传 真:0755-23413125
手 机:15899787030
地 址:中国广东深圳市深圳市光明新区公明镇李松朗第一工业区90-6栋1楼
邮 编:518000
网 址:http://xsyazhu.qy6.com.cn(